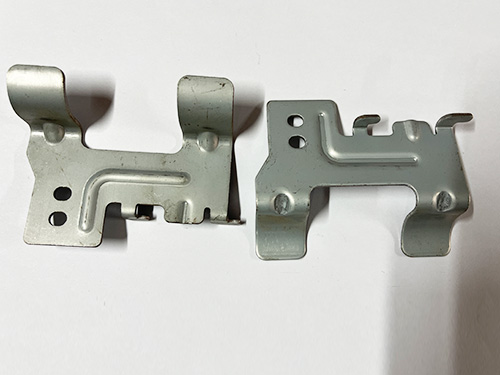




五金冲压件冲压过程中常见问题解决方案与减少和取消冲压表面星目的预防措施
其一、不锈钢冲压件冲压过程中常见问题和解决方案
1、不锈钢冲压件表面形成划痕
不锈钢冲压件表面出现划痕主要是由于工件和模具表面存在相对移动,在确定压力的作用下,致使坯料与模具局部表面直接产生摩擦,加之坯料的变形热使坯料及金属屑熔敷在模具表面上,使工件表面擦伤产生划痕。
2、不锈钢冲压件工件产生破裂
奥氏体不锈钢的冷作硬化指数高,在变形时会发生相变诱发马氏体相。马氏体相较脆因此容易发生开裂。另外在塑性变形时随着变形量的增大,诱发的马氏体含量也将随着变形量的增大而具体以临床效果为主,引起的残余应力也越大,在加工过程中也就越易开裂。
3、不锈钢冲压件冲模太快磨损
不锈钢冲压件模具间隙偏小、凸凹模具的对中性不好,模座和模具导向组件及转塔镶套精度不足等原因会造成模具磨损。另外,同一模具连续长时间冲压造成冲头过热,以及多次局部冲切,如步冲、冲角或剪切时侧向力会使冲头偏向一边,造成模具磨损严重。
4、不锈钢冲压件模具发生带料
不锈钢冲压件模具刃口的锋利程度、模具的入模量及模具的间隙是否合理等因素,均会导致模具发生带料问题。另外,如果使用非一对一冲压油,由于油品氧 化造成起胶、粘度增大等问题也会出现带料。
5、不锈钢冲压件所用冲压油质量
不锈钢冲压油的选用极为重要,性能良好的冲压拉伸油含有硫氯复合型添加剂,在保护极压加工性能的同时,避免工件出现硬化、变形、毛刺、破裂等问题。同时为了工件成品的易清洗性,应尽量选用低粘度的冲压拉伸油。
其二、冲压件减少和取消冲压表面星目的预防措施
①冲压生产用的BL料(开卷落料材料)经过1︿2次的清洗,并保护清洗后的表面质量达到检验标准的要求;
②开卷落料后的材料要及时用于冲压生产,如果暂时不能用于冲压生产,冲压件在转运及存贮过程中要妥善处理,防止BL料被弄脏;
③冲压模具特别是拉延模具清洗干净,冲压生产中如果有灰尘等污物落入模具表面,停线并用粘性布将模具表面擦干净;
④在模具表面及材料表面干净的情况下,如果拉零件表面仍出现严重星目,则这种材料不能用于大型外覆盖件的生产,需要通知材料供应商进行解决;
⑤模具在使用一段时间后重新进行镀铬;
⑥想办法对生产大型覆盖件的冲压车间及生产线进行封闭,防止灰尘等污物飘入冲压线;
⑦大型覆盖件如果在人工生产线上生产,则操作工进行上下料的搬运作业时戴专门的防割手套;
⑧从模具结构上采取措施不让切粉产生,不让切粉进入模具内,不压切粉,将上模刃口做成锐角,使上模刃口锋利,尖利的上模刃口能使切断部位的材料减少2次撕裂,在模具中设计安装吹风管,用压缩空气将切粉吹到模具外。
