



拉伸折弯件在生产中的处理方式是什么样与拉弯工艺适合多大尺寸
一、拉伸折弯件在生产中的处理方式是什么样
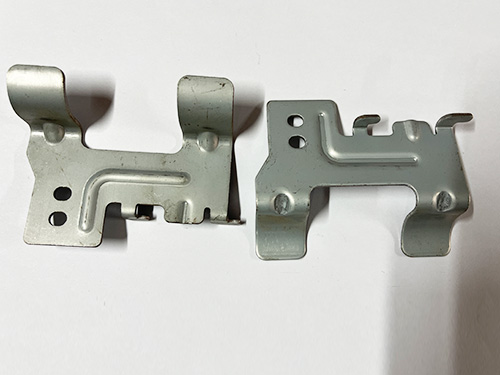
折弯:折弯采用预先制造的冲床进行冷冲加工,主要用于钣金加工,即大部分加工材料为板材,加工效率好,适合批量生产。加工工艺分为工程模和连续模。工程模具也称为单冲模。一些复杂零件需要几套模具,连续模具在模具腔中的一个模具中将产品的形状分成几个部分。这样,不锈钢拉伸折弯件的一个行程就是成品。高速连续冲床每分钟可加工三百或四百件产品。
车床:车床属于细致加工机械,分为普通车床、自动车床、仪表车床和计算机车床。夹紧材料后进行旋转运动,并通过车刀进行径向或轴向加工。现在自动车床和计算机车床的应用越来越广泛。由于两者均为全自动加工,将人为操作造成的精度误差降至较低,加工速度适宜,适用于批量生产。当前大多数计算机车床都配备了侧面回转刀具和背面回转刀具,这意味着也可以在车床上进行铣削加工。车床加工表面粗糙度约为ra0.4-1.6。在工艺流程中,常见故障如下:
拉伸折弯件的加工是一种重要的加工方法。为了保护加工质量,在拉伸折弯件的加工遵循确定的操作步骤和工艺。然而,在处理过程中不可避免地会出现一些问题。
1、在拉伸折弯件的日常加工中,都会遇到冲头尺寸过大或过小,且冲头尺寸与凸模尺寸不同的问题。
2、当切削刃磨损时,材料的折弯应力增加,拉伸折弯件翻转和扭曲的趋势增加。当发生翻转时,冲孔尺寸将变小。
3、拉伸折弯件对材料的优良压力将导致材料的塑性变形,这将导致冲孔尺寸变大。当强压力减小时,冲孔尺寸将变小。
4、凸模刃口端部形状.如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲。
二、拉弯工艺适合多大尺寸的不锈钢冲压折弯件
拉弯工艺是不锈钢冲压折弯件厂用来加工弯曲不锈钢冲压折弯件的折弯工艺。起工艺有很多种,如压弯、折弯、扭弯等。那么拉弯工艺适用于多大尺寸的弯曲不锈钢冲压折弯件呢?
拉弯工艺可以减少回弹,拉弯的工件尺寸及精度很高;拉弯加工的缺点是材料利用率较低,这是因为在拉弯曲时,需要留出夹紧部分和模胎不能贴紧的悬空部分。
拉弯加工既可加工板料也可以用于型材的拉弯。拉弯型材时,为减少回弹,在折弯时采用较大的伸长率,一般先折弯深受约1%的伸长率,在折弯状态下沿凸模弯曲,然后补位成形。
适用于长度大、相对弯曲半径很大的工件。对相对弯曲半径小于10-15mm的零件,一般不采用拉弯的方法进行弯曲加工,否则外层会拉裂。
