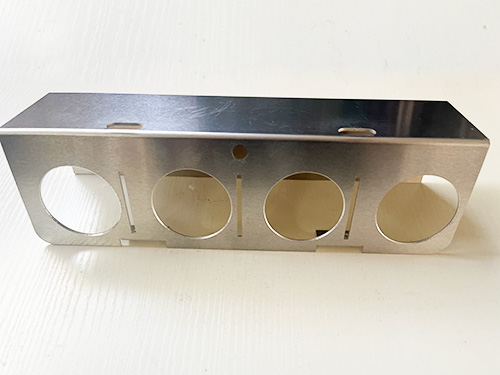




不锈钢冲压件过程产生不良不锈钢冲压件的原因跟冲压加工制品要求的精度保护措施
2024-05-02 08:51:53
其一、五金冲压件过程产生不良五金冲压件的原因
凸凹模刀口磨损,产生毛边(外形偏大,内孔偏小)。
五金冲压件设计尺寸及间隙不当,加工精度差。
下料位凸模及凹模镶块等偏位,间隙不均。
导正销磨损,销径不足。
导向件磨损。
送料机送距、压料、放松调整不当。
模具闭模高度调整不当。
脱料镶块压料位磨损,无压料(强压)功能(材料牵引翻料引发冲孔小)。
卸料镶块强压太深,冲孔偏大。
冲压材料机械性能变异(强度延伸率不稳定)。
其二、冲压件制品要求的精度及保护措施
(1)尺寸精度的台理性经济性和价值的研究。
(2)成批生产的零件,因使用级进折弯模具,其精度要比单件折弯模具略低一些。与不锈钢五金冲压件的精度直接相关的导向销(导向板)的间隙,其基准数值如下(零件板厚0.35~2.0mm时):单件折弯模具:导向销(导向板)与零件的闻隙0.005~0.010mm级进折弯模具:考虑避进和导向板的磨损,取0.015~0.025mm。
(3)零件的折弯半径是否比材料的较小弯曲半径小?(4)从零件的结构形状考虑,是否过分地缩短丁折弯过程?高度H值与板厚的比值是否太小?通常,取H为板厚的2.5倍加折弯半径。因材料的厚度、硬度不同,导致高度尺寸不能保持确定时,应采用增加一个弯后切除工序,以保护H值。
