



五金冲压件对冲压过程中成形件温度场分布的影响与冲压成形过程
【一】、五金冲压件对冲压过程中成形件温度场分布的影响
传统的热冲压工艺流程,包括板料的加热、传送、成形淬火和成形件的空冷。其中成形淬火阶段的过程较为复杂,对成形件力学性能的影响较大,因此热冲压成形阶段和保压阶段成为研究。由于这个过程中的传热分析相当复杂,所以对其进行数值模拟,主要分析成形过程的应力、应变及不同工艺参数对保压过程中成形件温度场分布的影响。
加热温度小于350℃时,成形件加热区的温度均低于马氏体转变的开始温度;当加热温度高于400℃时,五金冲压件成形件加热区的温度均高于马氏体转变的开始温度,成形件冷却区的温度均低于马氏体转变的结束温度。从成形件过渡区温度随加热温度的变化图中可以发现:过渡区成形件在距离加热区一端30mm左右的范围内,其温度均高于马氏体转变的结束温度;过渡区成形件在距离冷却区一端70mm的范围内,成形件温度均低于马氏体转变的结束温度,不会影响成形件组织的变化,所以加热温度主要影响距离加热区一端30mm左右范围内的过渡区成形件。同时,由过渡区温度增量随成形件特征点到加热区的距离可以看出,随着距离的增加温度增量逐渐降低,当靠近冷却区一端时温度增量几乎为零,所以加热温度对冷却区成形件的温度场没有显著影响。考虑到对于加热区成形件力学性能的要求以及加热区模具的退火温度,建议加热温度的选取范围为450~500℃。
成形件加热区及冷却区温度随保压时间的变化图可以发现,随着保压时间的增长,加热区成形件的温度不断降低,温度随保压时间降低的比率约为10℃/s,与空气中冷却速度接近,所以保压时间对加热区成形件温度几乎没有影响,不会影响成形件组织的变化。冷却区成形件的温度随保压时间的增长不断减小,当保压时间大于lOs时,成形件温度低于马氏体转变的结束温度,然而当保压时间为lOs时,成形件冷却区的温度为199℃,考虑到实际试验与仿真的偏差以及实际的工作效率,建议保压时间12s~14s。
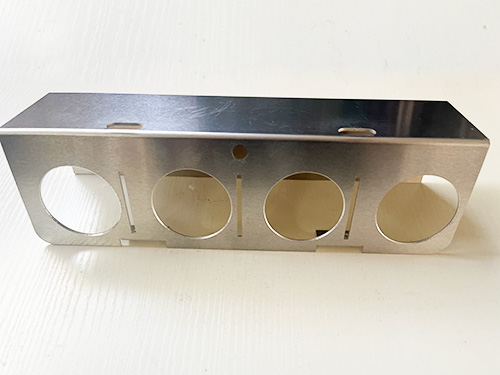
【二】、不锈钢五金冲压件冲压成形过程
本模具设计的主要部件包括凸凹模具的加热管、冷却水管,导向装置,U形槽和板料的定位装置等。
在冲压成形过程中,压边圈会加剧成形件侧壁减薄,造成冲压件模具与其贴膜困难导致成形件温度缓慢下降。因此为了使冷却区成形件能够以较快的冷却速度下降一般情况下将压边圈与凸模设计为一体,不单独设计压边圈。
导向机构是模具设计中主要的零部件,对于模具精度适宜的安装、提高模具的寿命和成形件的质量有着巨大的作用。常用的导向机构包括导板、导柱和导向块。
等,具体导向机构的形式及其优缺点。
对于T形件热冲压模具,加热区与冷却区型面落差比较大,在20MPa左右的保压力下,会产生较大的侧向力;热冲压成形所需要的操作空间比较大,模具本身设计了卸料装置,综上考虑模具采用导向块作为导向机构。同时由于模具加热区需要加热到400℃以上,考虑到导向机构的热胀性,导向块采用普通螺栓连接以方便装卸。
变强度冲压模具采用加热区、过渡区、冷却区模具分块设计,然后进行镶块紧固连接。对于大中型的镶块连接,常采用螺钉、销钉紧固,具体的形式。本课题试验所用的板料厚度为1.2mm,所以采用螺钉、销钉的紧固形式。
